

















 18 / 32
18 / 32

A
ttualità
18
EON
ews
n
.
591
-
novembre
2015
affrontare in modo adeguato le
problematiche esposte.
In un ambiente di produzione
“snello”, molte aziende sono
orientate a eliminare tutto ciò
che non fornisce “valore ag-
giunto’ ai loro processi.
Esistono due tipologie di valore
aggiunto che risultano partico-
larmente utili nel caso di pro-
duttori e integratori:
•
valore
aggiunto
di tipo BTP (Build To
Print) in cui una solu-
zione di progetto è già
documentata ed esi-
stente (make or buy)
•
valore aggiunto di
tipo ingegneristico, in
cui le aziende lavorano
insieme a un produt-
tore a valore aggiunto
per progettare una so-
luzione da zero o rive-
dere la progettazione
del sottosistema esi-
stente al fine di creare un pro-
dotto ottimizzato o più robusto.
Nel seguito dell’articolo si
esaminano i vantaggi legati al
ricorso di un fornitore a valore
aggiunto relativamente al caso
di un gruppo di vassoi per ven-
tole.
Valore aggiunto:
l’approccio
di tipo BtP…
In un tipico scenario, un team
di ingegnerizzazione dell’a-
zienda recepisce i requisiti di
un prodotto e li suddivide in
sottoinsiemi di requisiti o spe-
cifiche. Queste specifiche, a
loro volta, si trasformeranno
in più distinte dei materiali
(BOM) vincolate a uno o più li-
velli atti a definire il sistema e i
sottosistemi mentre si procede
alla generazione e al rilascio
di disegni e documentazione.
Tali dati, a loro volta, sono in-
seriti nel sistema MRP (Mate-
rials Requirements Planning)
utilizzati dai gruppi di approv-
vigionamento e di produzione,
che dovranno definire la piani-
ficazione – impiego di materia-
li e di manodopera, ispezioni
a monte e a valle, controllo
qualità.
Da un punto di vista aziendale,
ciò richiede tempo e sforzi (in
misura variabile) da parte delle
risorse interne per produrre sia
tutti i sotto sistemi (anche quelli
di più basso livello) sia il siste-
ma finale. Per effettuare queste
operazioni, sono necessari
numerosi cicli di approvvigio-
namento, ricevimento merci e
stoccaggio a magazzino, con-
tabilità fornitori e assi-
curazione della qua-
lità ancora prima che
l’assemblaggio abbia
raggiunto il reparto
produttivo.
Tutto ciò di solito ri-
chiede più documenti
di ordini di acquisto,
pagamenti e trattati-
ve con i fornitori per
il prezzo e coordina-
mento tramite email
e telefono da parte
del personale azien-
N
el momento in cui i dispositivi
elettronici impiegati in maniera
massiccia nei sistemi destinati
ad applicazioni nei settori della
difesa, avionico e aerospazia-
le sono diventati sempre più
piccoli, integrati e potenti, il
processo di dispersione dell’e-
levato calore da essi generato
è divenuto sempre più com-
plesso. Contemporaneamente,
anche i requisiti di efficienza di
produzione e di controllo dei
costi sono motivo di attenzione
di tutte le imprese che vogliono
rimanere competitive sul mer-
cato.
Per rispondere in modo ade-
guato a tali esigenze, molti pro-
duttori e integratori di sistemi si
stanno rivolgendo a organizza-
zioni specializzate nella gestio-
ne termica, le cui competenze
vanno molto al di là della sem-
plice vendita di ventole di raf-
freddamento.
Adattamento
delle procedure
di approvvigionamento
a valore aggiunto
Con l’aumento nella comples-
sità dei sistemi dovuta alla di-
sponibilità di piattaforme nuo-
ve e aggiornate, ottimizzare
il numero di risorse utilizzate
nelle operazioni che vanno
dall’approvvigionamento alla
spedizione è uno dei principali
problemi che i responsabili di
produzione e della program-
mazione devono affrontare. Ad
essi viene richiesto, da parte
della direzione aziendale, di
definire in maniera sempre
più dettagliata i costi totali di
approvvigionamento, manodo-
pera diretta e qualità. Le pres-
sioni da parte della direzione
di adottare procedure snelle
all’interno di un’organizzazione
che pur contenendo i costi non
penalizzino qualità e puntualità
delle consegne, sono sempre
maggiori.
Queste pressioni possono “so-
vraccaricare” le funzioni chiave
di un’organizzazione, con con-
seguente ritardo nello schedu-
ling previsto e/o penalizzazioni
in termini di qualità a causa
delle pressioni, da parte dei
clienti, che esigono puntualità
nelle consegne. Stabilire una
relazione con un fornitore a
valore aggiunto (Value Addded
Supplier) in grado di fornire
supporto ingegneristico e di
proporsi come singola sorgen-
te per soddisfare i successivi
requisiti di assemblaggio è di-
venuta una prassi comune per
Con l’aumento nella complessità dei sistemi dovuta alla disponibilità di piattaforme
nuove e aggiornate, ottimizzare il numero di risorse utilizzate nelle operazioni che vanno
dall’approvvigionamento alla spedizione è uno dei principali problemi che i responsabili di
produzione e della programmazione devono affrontare
Gestione termica:
i benefici
della fornitura di valore aggiunto
S
cott
M
c
C
lure
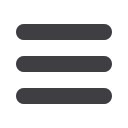
Esempi di
assemblaggi
realizzati
sfruttando
i due tipi
di valore
aggiunto:
BtP e di tipo
ingegneristico
Scott
McClure,
Plant
manager di
AMETEK Rotron,
El Cajon, CA,
USA