
















 54 / 86
54 / 86

EDA/SW/T&M
LAYER ORDER
54
- ELETTRONICA OGGI 465 - OTTOBRE 2017
rio rimuovere la serigrafia e le maschere di saldatura
dall’area circostante i numeri degli strati (Fig. 2). I nume-
ri degli strati forniranno l’indicazione che tutti gli stra-
ti sono presenti, oltre a indicare al costruttore a quale
strato fa riferimento il disegno dell’artwork (ovvero il
disegno esecutivo usato per produrre i circuiti stampa-
ti). I numeri degli strati non dovrebbero essere mai col-
legati agli elementi in rame, come piani di alimentazio-
ne o poligoni, su ciascun strato. Se necessario, piani di
alimentazione e poligoni devono essere fatti “rientrare”
in corrispondenza del punto in cui sono incisi i numeri
degli strati, in modo da incrementare la spaziatura fino
ad arrivare a una distanza di almeno 0,010” tra piano di
alimentazione o poligono e numeri degli strati.
Strisce di impilamento
Il compito di queste strisce, posizionate sul bordo del-
la scheda PCB, è semplificare l’ispezione visiva della
disposizione degli strati. La geometria si estende oltre
il bordo della scheda in modo che il rame risulti espo-
sto nel momento in cui la scheda PCB viene ruotata
dal pannello. Quando le strisce saranno posizionate
sul bordo della scheda finita sarà visibile la corretta
geometria dello stack-up. Le strisce avranno una lar-
ghezza di 50 mil e una lunghezza di 200 mil sullo strato
1, mentre la lunghezza sarà superiore di 100 mils per
gli strati successivi.
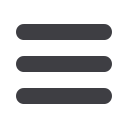
Piste di test
Lo scopo delle piste di test (test trace) è verificare am-
piezza e spessore del
rame dopo la fase di
incisione di ciascuno
strato presente nello
stack-up. Esse hanno
dimensioni pari a 50 mil
(lunghezza) e 5 mil (lar-
ghezza) e devono esten-
dersi oltre il bordo della
scheda, in modo che il
rame risulti esposto nel
momento in cui la sche-
da PCB è ruotata dal
pannello. Con un micro-
scopio per ispezione è
possibile misurare la vista del bordo di una pista di test.
Si tratta di una caratteristica di fondamentale importan-
za nei progetti con geometrie dove le impedenze rive-
stono un ruolo critico. Strisce di impilamento e piste di
test non devono connettersi agli elementi in rame, come
piani di alimentazione o poligoni, su ciascun strato. Esse
devono essere fatte “rientrare” in modo da incrementare
la spaziatura fino ad arrivare a una distanza di almeno
0,010” tra piano di alimentazione o poligono e strisce o
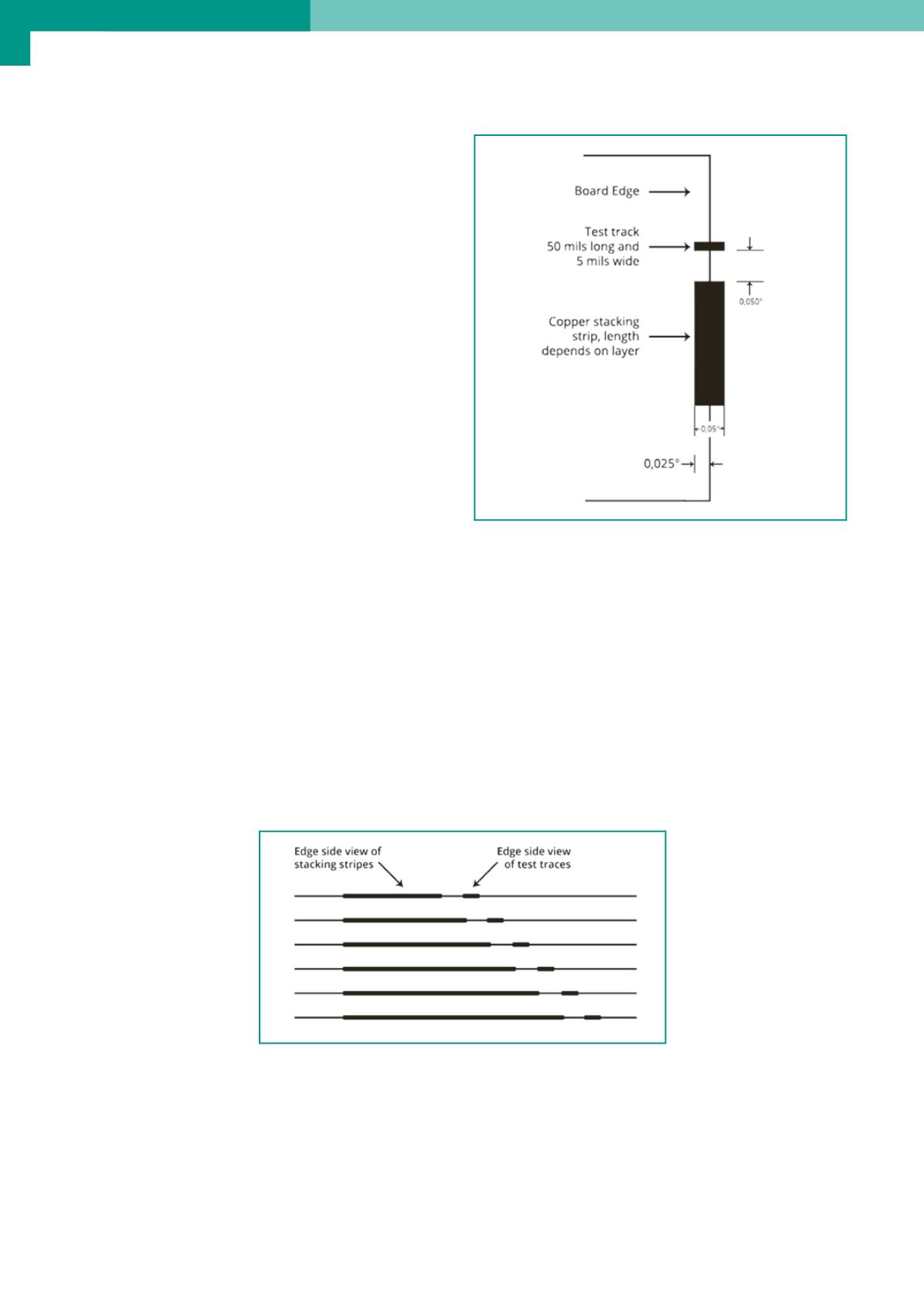
piste di test. Nella figura 3 è riportata la vista laterale
delle strisce di impilamento e delle piste di test, mentre
la figura 4 evidenzia le dimensioni delle strisce di im-
pilamento e delle piste di test tracciate sugli strati rico-
perti dal film. Un ordinamento non corretto degli strati,
anche se può portare al fallimento dell’intero processo
di assemblaggio di una scheda PCB, è uno degli errori
più comuni che vengono fatti durante la fabbricazione.
Grazie alla numerazione
degli strati e all’uso di
apposite strisce di im-
pilamento è possibile
realizzare stack-up cor-
retti. Tali elementi devo-
no essere ingegnerizzati
nell’assemblaggio della
scheda PCB nelle prime
fasi di progettazione, in
modo da assicurare che
il costruttore disponga
di tutte le informazioni
richieste. Inoltre, è ne-
cessario tenere in consi-
derazione lo spazio disponibile e i vincoli di natura elet-
trica durante la pianificazione del layout della scheda
PCB. L’adozione di queste misure nelle fasi iniziali del
processo permette di minimizzare i rischi di insuccesso
nelle fasi di assemblaggio finali.
Fig. 3 – Vista laterale del bordo delle strisce di impilamento e delle
piste di test
Fig. 4 – Dimensioni delle strisce di impilamento e piste di test tracciate sugli
strati ricoperti dal film